Conventional power graphite electrodes have many production processes, long cycle times, high energy consumption, and many uncertainties. Quality accidents caused by fluctuations in the external processing quality of graphite electrodes and joints are also common. Therefore, the mechanical processing of the products after graphitization should be enhanced. Control, focusing on the accuracy of the electrodes and joints, precision and the reliability of the connection.
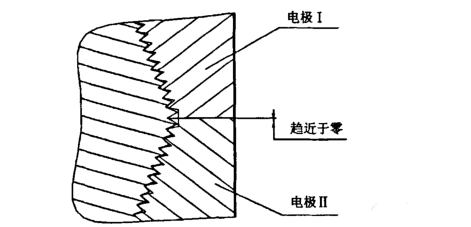
The electrode face contact approached 100%, the gap approached 0; all the threads on one side (surface contact), the other side and the tip of the tooth there is a reasonable gap (see Figure 1). This connection ensures that all thread surfaces are even Force, the connection strength greatly increased; in the use of the process, the chance of breaking and loosening decreases; the resistance rate decreases after power on, thermal expansion reduces the gap, but does not produce hot crushing, electrode consumption decreased and difficult to blow.
In the actual machining process, due to poor processing accuracy, large gaps are connected to the back end surface, the thread teeth do not make good contact, and the resistance increases after power-on, which may cause partial arcing, burning, or even burning; , And point contact, reduced strength, coupled with the vibration after the power, the electrode is easy to loosen and even broken; connection radial and tooth surface gap when large and small, thermal expansion after power will make the gap too small part of the Local hot crushing also greatly affects the strength of the joints and exacerbates the hazards of burning, loosening, and breaking.
Therefore, in order to achieve an ideal connection, it is necessary to improve the quality of the electrodes and joints at the same time. Through the implementation of equipment transformation, finding problems and strengthening process control, it can completely make the actual state infinitely close to the ideal connection.
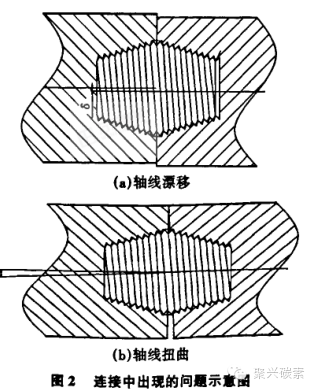
1. The quality of graphite electrode processing The poor quality of the graphite electrode processing is mainly reflected in the following three aspects: 1) The precision of the taper hole of the electrode does not meet the standard. It is not guaranteed that any one electrode is reliably connected with any one of the same specifications (ie, it is interchangeable); 2) The axis of the electrode body's outer body is not concentric with the axis of the joint hole. After the connection, there is “driftâ€, the coaxiality cannot be guaranteed, and the edge cannot touch (Figure 2a); 3) The two upper and lower ends of the electrode are not parallel or the centerline of the body of the electrode body is not perpendicular to one end surface. After the upper and lower electrodes are connected to each other, the “twist†appears on the axis and the verticality is not guaranteed. The end face presses on one side and the other side creates a gap (Fig. 2b).
In particular, it is necessary to point out that due to the difference in working principle, “American†lathes are liable to cause 2) and 3) two kinds of phenomena, while “Japanese-style†lathe problems are mainly concentrated on the processing of tapered threaded holes, 131 below. Analyze the problems that are easy to appear for "Japanese-style" lathes.
The common quality problems in the thread machining process of the Japanese-style lathe electrode conical hole are as follows:
1) The so-called "a little good, three bad" and "good three points, not good" in the flatness "ten" direction;
2) Elliptical back of the screw hole (that is usually called "flat");
3) There is a small thread defect in the entire circumference of the tapered hole;
4) Thin thread profile, which can lead to "flower teeth" in severe cases;
5) The taper hole and the hole bottom thread are normal, and the other thread thread top is incomplete;
6) abnormal teeth. After the connection with the electrode hole through the joint, a periodic bright spot (commonly known as "watermelon skin") appears on the thread tooth surface;
7) Threaded hole "Protruding gas 2. Cause analysis The machining quality of the graphite electrode depends to a large extent on the performance of the machine tool. Various problems in the machine tool itself may cause the quality of the processed product to be unqualified. The following are threading machine tools. Some of the common problems.
2.1 saddle bracket 1) improper adjustment, support roller high or low. Under the premise of uniform electrode outer diameter processing, if the supporting roller is high, causing the electrode processing end to rise, which is equivalent to increase the depth of the knife to the thread processing, the electrode thread hole processed becomes larger; on the contrary if the support roller The lower the electrode sinks, the larger the electrode tapped holes are. At the same time, due to the inconsistency between the axis of the electrode and the actual centerline of rotation, it also affects the flatness control of the end face.
2) The rotation of the support wheel is not flexible. The bearing is damaged, or the roller and bracket are single-sided friction.
3) The worm gear is worn or damaged. After load-bearing, the double-sided (or unilateral) sinks. During the rotation of the electrode, due to the shape of the threaded hole and the shape of the outer surface of the saddle bracket (especially the one-side sinking), the tapped hole is elliptical. If the joints are screwed on, tooth surfaces may even show "parabolic" traces.
2.2 Ball screw pair 1) Serve the clearance of the feed system.
2) Change in lead screw pitch error. After long-term use, due to the objective existence of mechanical wear, the clearance of the mechanical transmission element and the clearance of the guide rail must increase, and the compensation value of the ball screw inevitably changes. Once it is worn out or repaired without timely manual compensation, the original positional accuracy is no longer in the state just at the time of leaving the factory, making the processing precision greatly reduced. In the process of machining, the clearance of the two-axis screw exceeds the internal control standard, which may cause the screw hole (that is, the degree of bonding) to become large and small;
2-axis screw clearance exceeds internal control standards and can lead to serious consequences such as abnormal thread profile.
2.3 Machine Tool Guide 1) Normal wear. In the long-term use process, due to the different degrees of friction between the two contact surfaces, the wear surfaces of the friction pair have different degrees of wear, affecting the machining accuracy and production efficiency.
2) The contact surface is seriously dusty. Lathe maintenance and lubrication are not in place.
2.4 Chuck 1) Clamps are not tight. The three claws are not on a concentric circle, and the chuck is seriously dusty.
2) The air pressure is not enough. Compressed air has large moisture and low pressure. When the thread is processed, the jaws do not clamp the electrode, resulting in the electrode deviating longitudinally from the original station during the rotation or the phenomenon that the rotation speed of the electrode lags behind the passing knife.
2.5 Fly body and bearing seat 1) The coupling of spindle taper and comb knife handle is not reliable. Material, taper misalignment, and improper handle replacement are all possible.
During the cutting process, both the spindle taper hole and the comb knife handle will radially expand under the action of centrifugal force. The amount of the expansion will increase with the increase of the rotation speed, and the complex surfaces will show a very complex contact state. Stress state. In the case where the spindle taper hole and the tool holder are all made of the same material, the expansion amount of the former is always larger than the latter, thereby reducing the reliability of the coupling; if the material properties of the spindle taper hole and the comb knife handle are not matched properly, the consequences will be more serious. The above changes are generally ignored at the common rotation speed, but when the rotation speed is high, the radial expansion caused by the centrifugal force will reduce the contact stress between the coupling surfaces, resulting in the change of the position of the comb shank relative to the spindle taper hole and the tool in the radial direction. The bending under the action of cutting force directly affects the machining accuracy and the surface roughness of the thread.
The radial clearance between the spindle taper and the comb shank is increased with the increase of the rotation speed in the square relationship, and this variation is not uniform across the contact cone. With the longer taper shank, it is very long. It is difficult to achieve a full-length, clearance-free fit. The clearance at the big end of the comb knife handle is larger than that of other parts, and the change of the radial clearance is flared. With the increase of the rotation speed, the tendency of the bell mouth is more obvious. This inter-opening will not only cause the radial runout of the tool, but also Affects the dynamic balance of the tool system; it also loosens the connection between the spindle and the comb holder, causing the comb holder to move toward the rear end of the shaft under the axial clamping force, causing axial positioning error of the holder. Therefore, it is generally required to contact more than 70% of the previous stage of contact, while the latter stage will often have a certain interval.
If the clearance between the spindle and the tool holder during the high-speed rotation is offset by the increase of the interference amount to ensure that the spindle taper hole and the comb tool holder are still in reliable contact at high speed, the excessive interference amount requires a broaching mechanism. This creates a great pull, which is very detrimental to the tool change. It also causes the spindle end to expand and adversely affects the front bearing of the spindle.
2) The adjustment of the comb spindle bearing is irrational. The indicators of the performance of the main shaft components are mainly rotation accuracy, stiffness and speed adaptability. In particular, it should be pointed out that the accuracy of rotation is determined by the quality of the manufacturing and assembly of the spindle and the bearing. The clearance is too large, causing the shaft to move; the clearance is too small and the bearing heats up.
3) The flat knife is not fixed firmly.
2.6 Cutters 3) At present, the material of the cutting tool (comb) of the taper hole of the electrode mainly includes high-speed steel, 45. steel inlaid cemented carbide or full hard alloy. In contrast, high-speed steel combs are less durable.
1) Deformation after grinding of the cutter: The sharpening of the hard alloy comb inserts is generally preceded by the use of synthetic diamond grinding wheels to grind carbide parts, and then the entire surface is ground using ordinary grinding wheels. Since the expansion rate of the cemented carbide part of the 45# steel-inlaid cemented carbide comb cutter is lower than that of the tool holder, during the grinding process, if the knife depth, cutting speed, and the amount of cutting tool are not properly controlled, then after 4 After five times of grinding, it often leads to the deformation of the comb knife, and the processed threaded hole of the electrode is detected by the plug gauge to feel that the “convexity†(Fig. 2) is the damage of the knife tooth; the actual taper of the theoretical taper is 3) the comb knife and the fly The body does not match and the balance is poor.

2.7 electrode body processing process, the electrode beats badly. Mainly because of the degree of graphitization is not enough; lighter weight.
2.8 Other 1) Inserts (iron). It is mainly worn or deformed, causing looseness or crawling.
2) Pressure plate (hook iron). After wear, processing produces jitter. Man cat coffee 3, the solution measures 1) The use of numerical control system error compensation function, within a limited range of servo feed system spacing and pitch error for certain compensation.
2) Periodically inspect the machine tool, manually scrape, repair the guide rails and other friction pairs so as to maintain the required accuracy.
3) Check the running state and lubrication condition of the spindle bearing of the comb knife frequently, adjust the bearing clearance, and select the grease reasonably according to the season change.
4) Strictly control the process, and do a good job in the review and confirmation system for the first electrode quality inspection personnel, and increase the frequency of self-inspection by operators.
5) The whole process management of the combing knife for thread processing shall be carried out, periodic inspection shall be conducted, and compulsory scrapping.
The electrode face contact approached 100%, the gap approached 0; all the threads on one side (surface contact), the other side and the tip of the tooth there is a reasonable gap (see Figure 1). This connection ensures that all thread surfaces are even Force, the connection strength greatly increased; in the use of the process, the chance of breaking and loosening decreases; the resistance rate decreases after power on, thermal expansion reduces the gap, but does not produce hot crushing, electrode consumption decreased and difficult to blow.
In the actual machining process, due to poor processing accuracy, large gaps are connected to the back end surface, the thread teeth do not make good contact, and the resistance increases after power-on, which may cause partial arcing, burning, or even burning; , And point contact, reduced strength, coupled with the vibration after the power, the electrode is easy to loosen and even broken; connection radial and tooth surface gap when large and small, thermal expansion after power will make the gap too small part of the Local hot crushing also greatly affects the strength of the joints and exacerbates the hazards of burning, loosening, and breaking.
Therefore, in order to achieve an ideal connection, it is necessary to improve the quality of the electrodes and joints at the same time. Through the implementation of equipment transformation, finding problems and strengthening process control, it can completely make the actual state infinitely close to the ideal connection.
1. The quality of graphite electrode processing The poor quality of the graphite electrode processing is mainly reflected in the following three aspects: 1) The precision of the taper hole of the electrode does not meet the standard. It is not guaranteed that any one electrode is reliably connected with any one of the same specifications (ie, it is interchangeable); 2) The axis of the electrode body's outer body is not concentric with the axis of the joint hole. After the connection, there is “driftâ€, the coaxiality cannot be guaranteed, and the edge cannot touch (Figure 2a); 3) The two upper and lower ends of the electrode are not parallel or the centerline of the body of the electrode body is not perpendicular to one end surface. After the upper and lower electrodes are connected to each other, the “twist†appears on the axis and the verticality is not guaranteed. The end face presses on one side and the other side creates a gap (Fig. 2b).
In particular, it is necessary to point out that due to the difference in working principle, “American†lathes are liable to cause 2) and 3) two kinds of phenomena, while “Japanese-style†lathe problems are mainly concentrated on the processing of tapered threaded holes, 131 below. Analyze the problems that are easy to appear for "Japanese-style" lathes.
The common quality problems in the thread machining process of the Japanese-style lathe electrode conical hole are as follows:
1) The so-called "a little good, three bad" and "good three points, not good" in the flatness "ten" direction;
2) Elliptical back of the screw hole (that is usually called "flat");
3) There is a small thread defect in the entire circumference of the tapered hole;
4) Thin thread profile, which can lead to "flower teeth" in severe cases;
5) The taper hole and the hole bottom thread are normal, and the other thread thread top is incomplete;
6) abnormal teeth. After the connection with the electrode hole through the joint, a periodic bright spot (commonly known as "watermelon skin") appears on the thread tooth surface;
7) Threaded hole "Protruding gas 2. Cause analysis The machining quality of the graphite electrode depends to a large extent on the performance of the machine tool. Various problems in the machine tool itself may cause the quality of the processed product to be unqualified. The following are threading machine tools. Some of the common problems.
2.1 saddle bracket 1) improper adjustment, support roller high or low. Under the premise of uniform electrode outer diameter processing, if the supporting roller is high, causing the electrode processing end to rise, which is equivalent to increase the depth of the knife to the thread processing, the electrode thread hole processed becomes larger; on the contrary if the support roller The lower the electrode sinks, the larger the electrode tapped holes are. At the same time, due to the inconsistency between the axis of the electrode and the actual centerline of rotation, it also affects the flatness control of the end face.
2) The rotation of the support wheel is not flexible. The bearing is damaged, or the roller and bracket are single-sided friction.
3) The worm gear is worn or damaged. After load-bearing, the double-sided (or unilateral) sinks. During the rotation of the electrode, due to the shape of the threaded hole and the shape of the outer surface of the saddle bracket (especially the one-side sinking), the tapped hole is elliptical. If the joints are screwed on, tooth surfaces may even show "parabolic" traces.
2.2 Ball screw pair 1) Serve the clearance of the feed system.
2) Change in lead screw pitch error. After long-term use, due to the objective existence of mechanical wear, the clearance of the mechanical transmission element and the clearance of the guide rail must increase, and the compensation value of the ball screw inevitably changes. Once it is worn out or repaired without timely manual compensation, the original positional accuracy is no longer in the state just at the time of leaving the factory, making the processing precision greatly reduced. In the process of machining, the clearance of the two-axis screw exceeds the internal control standard, which may cause the screw hole (that is, the degree of bonding) to become large and small;
2-axis screw clearance exceeds internal control standards and can lead to serious consequences such as abnormal thread profile.
2.3 Machine Tool Guide 1) Normal wear. In the long-term use process, due to the different degrees of friction between the two contact surfaces, the wear surfaces of the friction pair have different degrees of wear, affecting the machining accuracy and production efficiency.
2) The contact surface is seriously dusty. Lathe maintenance and lubrication are not in place.
2.4 Chuck 1) Clamps are not tight. The three claws are not on a concentric circle, and the chuck is seriously dusty.
2) The air pressure is not enough. Compressed air has large moisture and low pressure. When the thread is processed, the jaws do not clamp the electrode, resulting in the electrode deviating longitudinally from the original station during the rotation or the phenomenon that the rotation speed of the electrode lags behind the passing knife.
2.5 Fly body and bearing seat 1) The coupling of spindle taper and comb knife handle is not reliable. Material, taper misalignment, and improper handle replacement are all possible.
During the cutting process, both the spindle taper hole and the comb knife handle will radially expand under the action of centrifugal force. The amount of the expansion will increase with the increase of the rotation speed, and the complex surfaces will show a very complex contact state. Stress state. In the case where the spindle taper hole and the tool holder are all made of the same material, the expansion amount of the former is always larger than the latter, thereby reducing the reliability of the coupling; if the material properties of the spindle taper hole and the comb knife handle are not matched properly, the consequences will be more serious. The above changes are generally ignored at the common rotation speed, but when the rotation speed is high, the radial expansion caused by the centrifugal force will reduce the contact stress between the coupling surfaces, resulting in the change of the position of the comb shank relative to the spindle taper hole and the tool in the radial direction. The bending under the action of cutting force directly affects the machining accuracy and the surface roughness of the thread.
The radial clearance between the spindle taper and the comb shank is increased with the increase of the rotation speed in the square relationship, and this variation is not uniform across the contact cone. With the longer taper shank, it is very long. It is difficult to achieve a full-length, clearance-free fit. The clearance at the big end of the comb knife handle is larger than that of other parts, and the change of the radial clearance is flared. With the increase of the rotation speed, the tendency of the bell mouth is more obvious. This inter-opening will not only cause the radial runout of the tool, but also Affects the dynamic balance of the tool system; it also loosens the connection between the spindle and the comb holder, causing the comb holder to move toward the rear end of the shaft under the axial clamping force, causing axial positioning error of the holder. Therefore, it is generally required to contact more than 70% of the previous stage of contact, while the latter stage will often have a certain interval.
If the clearance between the spindle and the tool holder during the high-speed rotation is offset by the increase of the interference amount to ensure that the spindle taper hole and the comb tool holder are still in reliable contact at high speed, the excessive interference amount requires a broaching mechanism. This creates a great pull, which is very detrimental to the tool change. It also causes the spindle end to expand and adversely affects the front bearing of the spindle.
2) The adjustment of the comb spindle bearing is irrational. The indicators of the performance of the main shaft components are mainly rotation accuracy, stiffness and speed adaptability. In particular, it should be pointed out that the accuracy of rotation is determined by the quality of the manufacturing and assembly of the spindle and the bearing. The clearance is too large, causing the shaft to move; the clearance is too small and the bearing heats up.
3) The flat knife is not fixed firmly.
2.6 Cutters 3) At present, the material of the cutting tool (comb) of the taper hole of the electrode mainly includes high-speed steel, 45. steel inlaid cemented carbide or full hard alloy. In contrast, high-speed steel combs are less durable.
1) Deformation after grinding of the cutter: The sharpening of the hard alloy comb inserts is generally preceded by the use of synthetic diamond grinding wheels to grind carbide parts, and then the entire surface is ground using ordinary grinding wheels. Since the expansion rate of the cemented carbide part of the 45# steel-inlaid cemented carbide comb cutter is lower than that of the tool holder, during the grinding process, if the knife depth, cutting speed, and the amount of cutting tool are not properly controlled, then after 4 After five times of grinding, it often leads to the deformation of the comb knife, and the processed threaded hole of the electrode is detected by the plug gauge to feel that the “convexity†(Fig. 2) is the damage of the knife tooth; the actual taper of the theoretical taper is 3) the comb knife and the fly The body does not match and the balance is poor.
2.7 electrode body processing process, the electrode beats badly. Mainly because of the degree of graphitization is not enough; lighter weight.
2.8 Other 1) Inserts (iron). It is mainly worn or deformed, causing looseness or crawling.
2) Pressure plate (hook iron). After wear, processing produces jitter. Man cat coffee 3, the solution measures 1) The use of numerical control system error compensation function, within a limited range of servo feed system spacing and pitch error for certain compensation.
2) Periodically inspect the machine tool, manually scrape, repair the guide rails and other friction pairs so as to maintain the required accuracy.
3) Check the running state and lubrication condition of the spindle bearing of the comb knife frequently, adjust the bearing clearance, and select the grease reasonably according to the season change.
4) Strictly control the process, and do a good job in the review and confirmation system for the first electrode quality inspection personnel, and increase the frequency of self-inspection by operators.
5) The whole process management of the combing knife for thread processing shall be carried out, periodic inspection shall be conducted, and compulsory scrapping.
Forklift Cage,Forklift Safety Cage,Safety Basket For Forklift,Basket For Forklift
ANPING COWAN WIRE MESH & MACHINES CO., LTD , https://www.cowanfences.com