Model NO.: TSE75
Engagement System: Full Intermeshing
Screw Channel Structure: Deep Screw
Exhaust: Exhaust
Automation: Automatic
Computerized: Computerized
Screw Elements: W6mo5cr4V2 Material
Screw Design: Modular Structure/Building
Nitriding: Ntrogen Treatment/Tempering
Application: Plastic Granulating
L/D: 48:1
Identification: Ce ISO 9001
Trademark: HS
Transport Package: Wooden Cases or Customized
Specification: CE ISO9001
Origin: Nanjing Jiangsu
HS Code: 8477209000
Model NO.: TSE75
Engagement System: Full Intermeshing
Screw Channel Structure: Deep Screw
Exhaust: Exhaust
Automation: Automatic
Computerized: Computerized
Screw Elements: W6mo5cr4V2 Material
Screw Design: Modular Structure/Building
Nitriding: Ntrogen Treatment/Tempering
Application: Plastic Granulating
L/D: 48:1
Identification: Ce ISO 9001
Trademark: HS
Transport Package: Wooden Cases or Customized
Specification: CE ISO9001
Origin: Nanjing Jiangsu
HS Code: 8477209000
Twin Screw Extruderplastic pellet extruder machine plant
you can use our parallel twin screw extruder for:
 polymer compounding and filler masterbatch making,
 engineering polymer and glass fiber reinforcement,
 functional and color masterbatch extrusion,
 cable compounds,
 shoe sole compounds,
 powder coating materials extusion,
 degassing and devolatilization,
 direct extrusion
Â
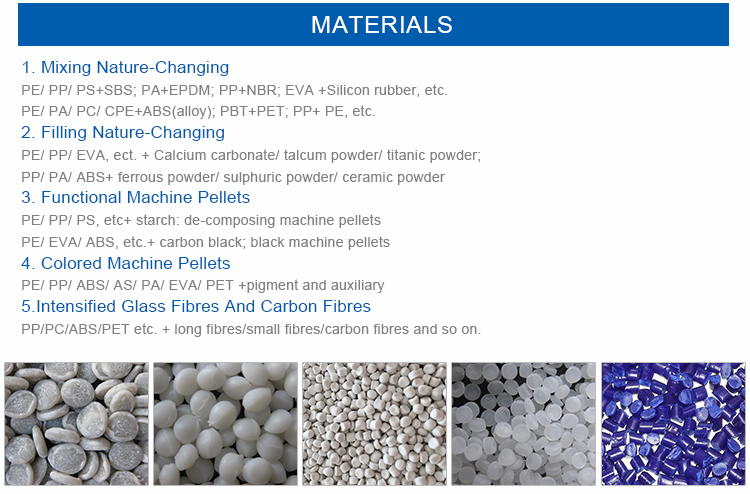
Main features: 1. Die face water ring pelletizing is suitable for most filling or not-filling hot plastic material products,Â
because it formed water ring in the outer template, templates does not touch cooling water, this feature ensures uniformity of template temperature .2. As a result of die face hotcutting system, not only insure the sleek appearance of material particles, and because the pellets were in time water cooling after cutting, so that make compact structure, reduce equipment space.
Â
Our machine types:
1. Co-Rotating Parallel Twin Screw Pelletizing Extruders
2. Pelletizing Extruders
3. Die Face Cut (Air Cooling) Pelletizing Extruders
4. Double Stage / Double Degassing Recycling Extruders
5. Crushers, Mixers, Storage Tanks, Vibrators, Granulators, Blowers
6. Extruder spare parts

| Mode | Screw Diameter D(mm) |
Screw Length(mm) | L/D | Screw Rater N(r/min) |
Motor Power P(kw) |
Torque T(N.m) |
Torque Lvel T/N3 |
Capacity Q(kg/h) |
| TSE-30B | 31 | Â | 32-48 | 600 | 15 | 119 | 6.7 | 5-40 |
| TSE-40B | 41 | 160 | 32-52 | 600 | 30 | 239 | 5.8 | 90-150 |
| TSE-52B | 51.5 | 210 | 32-64 | 600 | 55 | 438 | 5.5 | 225-250 |
| TSE-65B | 62.4 | 240 | 32-64 | 600 | 90 | 716 | 5.1 | 200-300 |
| TSE-75B | 71 | 290 | 32-64 | 600 | 132 | 1050 | 4.8 | 350-550 |
| TSE-75D | 71 | 290 | 32-64 | 60O | 220-250 | 1990 | 9.2 | 500-1000 |
| TSE-95A | 93 | 360 | 32-64 | 500 | 250 | 2387 | 5.0 | 600-1000 |
| TSE-95B | 93 | 360 | 32-64 | 600 | 315 | 2506 | 5.3 | 800-1200 |
| TSE-135A | 133 | Â | 32-64 | 500 | 750 | 7162 | 5.38 | 1500-2250 |
plastic pellet extruder machine plant
you can use our parallel twin screw extruder for:
 polymer compounding and filler masterbatch making,
 engineering polymer and glass fiber reinforcement,
 functional and color masterbatch extrusion,
 cable compounds,
 shoe sole compounds,
 powder coating materials extusion,
 degassing and devolatilization,
 direct extrusion
Â
Main features: 1. Die face water ring pelletizing is suitable for most filling or not-filling hot plastic material products,Â
because it formed water ring in the outer template, templates does not touch cooling water, this feature ensures uniformity of template temperature .2. As a result of die face hotcutting system, not only insure the sleek appearance of material particles, and because the pellets were in time water cooling after cutting, so that make compact structure, reduce equipment space.
Â
Our machine types:
1. Co-Rotating Parallel Twin Screw Pelletizing Extruders
2. Pelletizing Extruders
3. Die Face Cut (Air Cooling) Pelletizing Extruders
4. Double Stage / Double Degassing Recycling Extruders
5. Crushers, Mixers, Storage Tanks, Vibrators, Granulators, Blowers
6. Extruder spare parts
| Mode | Screw Diameter D(mm) |
Screw Length(mm) | L/D | Screw Rater N(r/min) |
Motor Power P(kw) |
Torque T(N.m) |
Torque Lvel T/N3 |
Capacity Q(kg/h) |
| TSE-30B | 31 | Â | 32-48 | 600 | 15 | 119 | 6.7 | 5-40 |
| TSE-40B | 41 | 160 | 32-52 | 600 | 30 | 239 | 5.8 | 90-150 |
| TSE-52B | 51.5 | 210 | 32-64 | 600 | 55 | 438 | 5.5 | 225-250 |
| TSE-65B | 62.4 | 240 | 32-64 | 600 | 90 | 716 | 5.1 | 200-300 |
| TSE-75B | 71 | 290 | 32-64 | 600 | 132 | 1050 | 4.8 | 350-550 |
| TSE-75D | 71 | 290 | 32-64 | 60O | 220-250 | 1990 | 9.2 | 500-1000 |
| TSE-95A | 93 | 360 | 32-64 | 500 | 250 | 2387 | 5.0 | 600-1000 |
| TSE-95B | 93 | 360 | 32-64 | 600 | 315 | 2506 | 5.3 | 800-1200 |
| TSE-135A | 133 | Â | 32-64 | 500 | 750 | 7162 | 5.38 | 1500-2250 |
Metal Injection Molding Service
Metal Injection Molding (MIM) service is a new metal processing technology that combines metal powder with a binder to form a mixture that is injected and molded into a green compact. The MIM service process includes the following steps:
- Preparation of metal powder: The required metal powder is mixed with a binder such as a thermoplastic or thermosetting plastic by ball milling or other methods to form a homogeneous mixture.
- Injection molding: The mixture is placed in an injection molding machine, heated to melting, and injected into a mold to form a green compact of the desired shape.
- Sintering: The green compact is subjected to high-temperature sintering to remove the binder and densify the metal powder.
- Finishing: The sintered compact is finished to obtain the required dimensions and accuracy of the product.
The MIM service process is characterized by high precision, high efficiency, and ability to process complex shapes, and is widely used in the electronics, machinery, automotive, and aerospace industries.
Metal Molding,Injection Mold Design,Metal Injection Molding Process,Precision Injection Molding
Dongguan ganzoo prototype manufacture co.,ltd , https://www.gz-proto.com